[Аннотация] Эта статья начинается с представления структуры и организации работы производства небольших весов, состоит из нескольких факторов, влияющих на анализ скорости производства финансовых весов, а также нескольких проблем, на которые следует обратить внимание при разработке, по вашей ссылке.
[ Ключевые слова] количественная шкала упаковки; скорость производства [Классический номер Китайской библиотеки] TH715.1 + 6 [Идентификационный код документа] B
Во-первых,
По мере развития социальной производительности предприятия предъявляют все более высокие требования к эффективности производства. Все больше и больше предприятий, которым требуется количественное упаковочное оборудование, предъявляют более высокие требования к скорости упаковки упаковочного оборудования. Как приспособиться к развитию этого рынка, обобщить опыт и создать оборудование для крупномасштабного производства, не только обладать высоким уровнем сокращения и ускорения скорости производства, но и представить его перед нами. Ниже я начну со структуры такого состава и регулирования работы производства количественных весов, расскажу о нескольких проблемах, влияющих на скорость производства количественных весов, и их решениях.
Во-вторых, количественный состав упаковочной шкалы и принцип работы
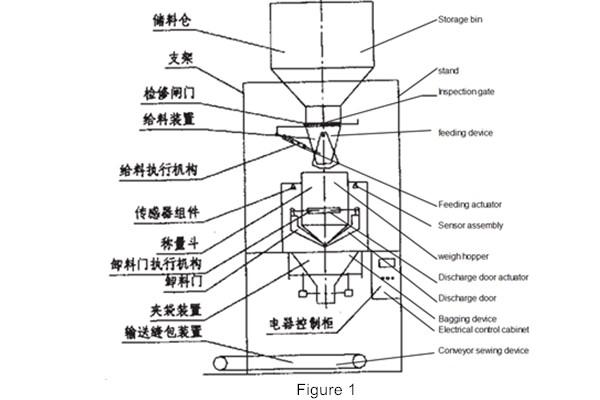
Структура упаковки небольших весов: Структура упаковки основных весов показана на рисунке 1. В основном они создали бункер для хранения, затвор для аварийного обслуживания, подачу устройства, взвешивание устройства, узлового датчика, упаковку устройства в мешки. , кронштейн, шкаф для отключения управления, каждое приводное устройство, конвейерный швейный механизм и другие компоненты. Основные функции каждой части:
1.1 Бункер для хранения: используется для хранения материала, обеспечивая почти сбалансированный поток материала для процесса производства, что, в свою очередь, влияет на измерение точности и скорости оборудования.
1.2 Ворота для неотложного обслуживания: используются для очистки материалов во время временного обслуживания.
1.3 Устройство подачи: Большинство устройств подачи основано на двухступенчатом исходном материале, который является основной разработкой, влияющей на точность и скорость подачи.
1.4 Весовое устройство: сигнал веса материала улавливается датчиком.
1.5 Зажимное устройство: Завершите работу по закреплению упаковочных пакетов, чтобы взвешенные материалы можно было беспрепятственно положить в упаковочный мешок.
1.6 Кронштейн: Обеспечьте соединительную основу для каждой детали.
1.7 Привод каждого устройства: при требуемой скорости обычно используется мощный пневматический привод для обеспечения работы каждой детали. Изменение скорости влияет на точность и скорость упаковочного оборудования.
1.8 Транспортно-швейная машина: завершите транспортировку и сшивание упаковочного пакета.
1.9 Управление электрическим шкафом: это главный центр управления упаковочным оборудованием, который контролирует и индикацию всего оборудования.
2. Принцип работы нескольких весов: начальное рабочее состояние: загрузочное устройство и разгрузочная дверца весового бункера переходят в закрытое состояние, мешка присоединяемого устройства находится в свободном состоянии, и когда вводится минимальное рабочее состояние, система управления включена. Затвор обеспечивает подачу, весовой сигнал преобразуется датчиком в обычный сигнал и посылается на дисплей контроллера взвешивания, который преобразуется в цифровой сигнал, преждевременно усиливая и аналого-цифровое преобразование для расчета данных и управления. ; Когда весовой сигнал достигает значения настройки грубой подачи, заслонка грубой подачи закрывается, чтобы сохранить тонкую подачу; Когда обнаруженный весовой сигнал достигает установленного значения точной подачи, заслонка точной подачи закрывается, и окончательная компенсация проходит по капле. Обеспечьте точность, требуемую систему. В это время, если система обнаруживает, что упаковочное устройство зажало упаковочный мешок, она посылает управляющий сигнал, чтобы открыть разгрузочную дверцу весового бункера и переместить материал в упаковочный мешок. После разгрузки материала разгрузочная дверца весового бункера автоматически закрывается, взвешивание стабилизируется. Затем переходите к следующему процессу кормления. В это же время сумка для переноски ослабляется, автоматически открывается и транспортируется конвейером на швейную станцию. Этот цикл повторяется.
В-третьих, проанализируйте факторы, влияющие на скорость производства:
В сочетании с структурой и принципами работы вышеупомянутой количественной меры упаковки мы можем изменить график количества корма и рабочего времени (Рисунок 2).
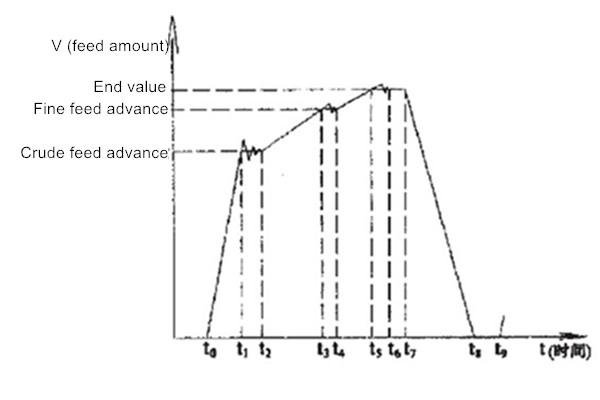
Где: t0 ~ t2 - время грубого предложения
T1 ~ t2 – стабильное время оценки грубого сырья.
Т2 ~ Т4 — точное время кормления.
T3 ~ t4 – стабильное время оценки тонкого сырья.
Т4 ~ Т6 – время начала падения.
Т5 ~ Т6 – время сохранения конечного значения
Т6 ~ Т7 – окончательное значение стабильного времени задержки.
Т7 ~ Т8 - время разряда
Т8 ~ Т9 — стабильное нулевое время весового бункера.
Из рис. 2 видно, что t0 ~ t9 - это цикл упаковки количественной шкалы упаковки. Проблема увеличения скорости производства также является проблемой сокращения времени производства. Время, указанное на рисунке 2, в основном определяется методом подачи и проведения взвешивания, поэтому для увеличения скорости производства количественных весов необходимо создать хороший механизм в боковых сторонах.
1. Тестирование подающего на скорость уплотнения: на рисунке 2 время подачи занимает время в течение всего цикла уплотнения, что также является наиболее быстрым программным обеспечением устройства, влияющим на скорость уплотнения. Его внешними факторами являются:
1.1 Конструкция бункера: возможность подачи напрямую определяет количество корма в определенное время, которое должно в первую очередь соответствовать потребностям по количеству корма. В противном случае, если вы спроектируете загрузочную воронку только на собственном опыте, если загрузочный порт не сможет удовлетворить потребности в количестве корма, это также будет пустой экономией в других аспектах. Проверка проходимости предложения может быть проведена по следующей формуле:
Для прямоугольной розетки:

1.2 Конструкция привода: В конструкции привода размер грубой и тонкой подачи должен быть определен в первую очередь, ход перемещения привода должен выбираться в соответствии с конструктивными принципами. Во-вторых, следует выбрать исполнительный механизм с более высокой скоростью движения. Пневматические приводы используются в современных устройствах для массового производства из-за их высокой скорости движения, простоты установки и использования, а также надежности и загрязнения окружающей среды.
1.3 Механизм регулировки подачи питания должен быть установлен в питании устройства. Скорость подачи и скорость подачи противоречат друг другу. Использование больших объемов подачи может увеличить скорость подачи. Однако с точки зрения управления и отладки необходимо разработать механизм регулирования размера подачи. В случае применения скорость подачи постепенно увеличивается.
2. Конструкция устройства для взвешивания. На рисунке 2 продолжительность подачи и время разгрузки также отражают скорость подачи.
2.1 В устройстве для взвешивания, чтобы определить, что сигнальный материал в бункере для взвешивания точно возводит стойки на датчик веса, на жесткое устройство в бункере для взвешивания не следует применять дополнительную силу, образуемую симметричным измерительным ковшом. поэтому его нужно сохранить. Баланс мощности, и в то же время из-за ударов материала и вибрации, образующихся различными компонентами, будет выбрасываться на весовой бункер через кронштейн стальной конструкции, что приводит к медленной скорости получения бункера-дозатора, что делает процесс кормления стабильным в течение длительного времени. Чтобы решить эту проблему, нам необходимо спроектировать устройство для взвешивания, обеспечить при этой стабильной и нынешней передаче сигнала вес, государство включить ограничения на освещение, сделать весовой медленным, быстрым и стабильным и принять меры по снижению вибрации. свести к минимуму Определить время.
2.2 Конструкция весового бункера: Конструктивно выполнена конструкция весового бункера, дверцы весов напрямую регулируются по скорости разгрузки. Поэтому при проектировании дверцы для взвешивания ход разгрузки разгрузочной дверцы должен быть как можно короче, а скорость - высокая.
3. Чтобы уменьшить влияние скорости симметрии во время падения, взвешивающее устройство следует сообщить с подающим устройством для выполнения общей конструкции. Расстояние между весовым бункером и загрузочным бункером должно быть максимально уменьшено, а столб воздуха должен быть уменьшен и уменьшен. Количество капель позволяет сократить время воздействия воздушного столба и уменьшить воздействие симметричного ковша с воздействием капли, а также время осаждения.
4. Разработка программного обеспечения. Что касается программных средств, товарищ Хан Цзяньцзюнь из Шэньчжэньской компании Jieman предложил хороший метод, который лежит в основе концепции запрета консервативной церкви и группового обнаружения для повышения скорости. Сравнение запрещено. После окончания предварительной подачи сигнала измерение задерживается, а затем проводится измерение, которое оказывает влияние на силу воздействия, величина подачи увеличивается для увеличения скорости измерения. Групповое обнаружение предназначено для проверки симметричных данных с применением математической статистики и устранения ошибок анализа. поскольку не все данные обнаруживаются и в конечном итоге данные можно сохранить, не ожидая сохранения весов. Время исчезло.
В-четвертых, вывод
Путем анализа вышеперечисленных аспектов я кратко изложил свое мнение. Факторы, влияющие на скорость упаковки упаковочных весов, многогранны. В зависимости от ситуации следует провести разный анализ. Сказанное выше мое мнение, надеюсь, что сверстники будут критиковать и поправлять. К счастью, небольшое количество весов для упаковки в Китае процветает, в частности, производство комбинированных весов, представленное Guangdong Kenwei Intellectualized Machinery Co., Ltd., которое использует режим стабильного времени, поставщика анти-помехового модуля AD и эквивалентную систему фильтрации. Объем стал масштабным трендом. Скорость производства отечественных небольших весов также требует поддержания стабильности. Я надеюсь, что все мы внесем свой вклад в повышение скорости упаковки количественных весов.
Copyright © 2018 Гуандунская компания Kenwei Intelligent Machinery Co., Ltd. Все права защищены | Все права защищены
Здравствуйте, пожалуйста, оставьте здесь свое имя и адрес электронной почты, прежде чем начать онлайн-чат, чтобы мы не пропустили ваше сообщение и беспрепятственно связались с вами.









